1. What is a Fire-Safe Valve?
Specialized valves known as "fire-safe valves" are made to stop gases and liquids from escaping in the case of a fire. By preventing combustible materials from leaking, these valves are designed to continue operating even at extremely hot or cold temperatures, reducing the possibility of explosions and fires spreading.Fire-safe valves are hence a variety of valve types that are usually used in piping systems where the process fluids provide a risk of fire. They are made to guarantee a dependable and secure shut-off in the case of a fire.

2. Fire-safe Valve Standards
There is no fire threat associated with industrial valves. Fire tests have been devised by the American Petroleum Institute (API) for valves used in the oil and gas industries. API 607, ISO 10497, API 6FA, BS 6755, and BS 5146 have been approved as the fire test standards for valves following years of improvement. There are further guidelines and protocols, such as OCMA FSV-1, FM 6033, Exxon BP3-14-1, and API RP6F. Many organizations create internal procedures for fire-safe valves based on these criteria.
According to a widely recognized firefighting approach, a retreat and containment policy is implemented if a fire cannot be put out within 30 minutes. There will be structural problems such as concrete eruptions, pipe rack collapses, and flange bolt failures. This idea has led to the establishment of a half-hour (30-minute) fire test period.
3. Principle of Fire Testing of Valves
The purpose of the fire tests is to ensure that any pressurized fire-safe valve must function after being burned for a predetermined amount of time at a high temperature and that any leakage following burning stays within predetermined bounds. The following is the standard procedure for testing valves for fire or fire-safety:
For 30 minutes, the pressurized closed valve filled with water is completely and evenly encased in high-temperature flames that range from 750 to 1000 degrees Celsius. Thermocouples and calorimeter cubes are used to measure the heat intensity when the valve is fully engulfed in flames, exposing the seat and sealing portions to burn temperature. The internal and external leakage past the valve is measured during this time. This leakage ought to fall within reasonable bounds. Additionally, the identical valve seats, shell, and seals are evaluated for their capacity to control pressure after the valve has cooled following the fire test.
- Typically, the stem and bore are maintained horizontally. Check valves undergo testing while in their typical operating configuration.
- Two thermocouples are used to measure the temperature. One is situated on the horizontal midline, 25 mm below the valve being tested, and the other is 25 mm from the top stem packing box.
- Valve fire testing does not include joint leakage piping to valve end connections.
4. Fire-Safe Valve Design
A valve may occasionally have to open or close in the presence of a serious fire. There are two primary ways that manufacturers can accomplish this:
- Robust Materials: Strong materials and seals that can tolerate high temperatures without breaking are used to build fire-safe valves.
- Fail-Safe Mechanisms:
- Pneumatic Actuators: Usually, these employ compressed air or springs to create a fail-safe state. The spring or compressed air drives the actuator to its fail-safe position in the event of a power outage or loss of air pressure.
- Electric Actuators: To make sure they can switch to the fail-safe mode in the event of a power outage, many have a battery backup. Similar to pneumatic designs, certain electric actuators may also employ a mechanical spring mechanism.
- Manual Operation: With fail-safe features, manual valves can be included into a bigger system. For example, in the event of a fire, an alarm system can notify staff to manually operate specific valves.
- Temperature Protection: By keeping the actuator from overheating, a protective system can avoid component distortion or seal failure. In order to prevent severe heat damage to the valve's components during a fire, this system seeks to maintain the actuator within a safe temperature range.
4. 1 Design Variations
Manufacturers may have different designs for valves that are fire-safe. The following are some typical characteristics:
- Fire-Safe Butterfly Valves: Three sealing layers are frequently present in these. In addition to a metal-to-metal seal that shuts firmly even if the soft seal is weakened, they use a soft insert for a tight seal under typical circumstances. Specialized materials that can withstand heat, fire, and chemical exposure, such as graphite or PTFE (polytetrafluoroethylene), are commonly used to make these seals. They typically meet the strict sealing requirements of MSS SP-61 by operating in temperatures between -73 and 232 °C (-100 and 450 °F) and pressures up to 102 bar (1480 psi).
- Spring-Driven Actuators: When a fire is detected, certain fire-safe designs immediately close the valve using spring-driven actuators.
- Floating-Ball Valves: Commonly seen in fire-safe designs, these valves include numerous sealing layers and PTFE seat rings to stop exterior leaks. There are seals between the gland flange and body, the body and adapter, and the stem and gland flange. Usually there is an o-ring in one layer and a graphite gasket in another. If the o-ring is harmed by heat, the graphite gasket acts as a backup to stop leaks.
5. Selection of Valves for Flammable Services
It is essential to select valves that can properly handle combustible fluids in the chemical processing and refining sectors. Fire-safe valves are specialized designs that manufacturers provide for this reason. The first step in choosing the best valve to guarantee shut-off in the case of a fire is to have a thorough understanding of what "fire-safe" implies and the requirements established by independent testing bodies and users.Notably, a valve designed for fail-safe functioning might not have to function in a fire for many years—ideally, never. As a result, the chosen valve should offer a tight shut-off both during and after a fire and under typical operating circumstances. Making an informed choice will be aided by reviewing the structural characteristics of several fire-safe valve types.
The terms "fire safe" and "fire tested" are not absolute and should not be used without corresponding specifications that specify the requirements, according to the Manufacturers Standardization Society. Defined test procedures or restrictions on valve failure modes may be included in these requirements. Some instances of these restrictions are as follows:
- Leakage Control:Major pressure-boundary leaking shouldn't result from the valve's elastomeric components breaking down.
- Leakage Rates:When the valve is closed, any elastomeric material damage must not cause leakage to exceed predetermined rates.
- Pressure Management: A double-seated valve should not experience an uncontrollably high pressure buildup in its body cavity as a result of external heating.
External leakage, interior leakage, and operability following a fire are three crucial factors for assessing the fire safety of valves that testing authorities are particularly concerned about.
- Minimal External Leakage: Effective stem sealing with fire-resistant materials and the removal of big gasketed connections are two ways that the best valve designs minimize external leakage.
- Minimal Internal Leakage: Some valve designs use metal-to-metal seating before, during, and after exposure to fire to ensure fire-safe sealing integrity. This reduces the need for total destruction of primary resilient seals or any additional mechanisms to establish contact.
- Continued Operability: For a valve to be considered really fire-safe, it must continue to function even after fire damage. In the case of a fire, the ideal design avoids heat distortion of the valve body and working mechanisms brought on by piping and thermal forces. Actuators should be chosen with a sufficient safety factor to guarantee functionality in the worst-case situations, even when a slight increase in torque may be anticipated.

6. Valves Used in Fire Safe Services
A fire-safe valve is made to tolerate high temperatures during a fire while, in certain situations, offering a suitable degree of shut-off. These valves are usually made of metal because of the intense heat. Because of their metal-to-metal seating, gate and globe valves were therefore among the first to be identified as fire-safe. However, under normal operating conditions, they may leak due to their seating arrangement, and if heated, they may leak more.
There aren't any established tests to assess gate or globe valves' fire safety at the moment. Soft-seated fire-safe valves have therefore gained popularity for a number of reasons:
- Both during and after a fire and during regular operation, they offer a tight shut-off.
- They are cost-effective.
- They are easier to automate compared to gate or globe valves.
- They are designed and manufactured to meet established fire-safe valve standards.
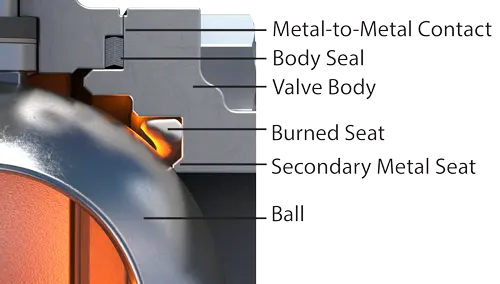
A two-stage seat arrangement is the first and most popular type. For this design to achieve metal-to-metal sealing, the robust seat must be completely melted or burned. When the floating ball in a fire-safe ball valve travels downstream and makes contact with a machined surface in the valve body that matches the ball's shape, metal sealing takes place. The floating ball might not make full contact with the downstream metal seat, though, if a fire is put out quickly or circumstances prohibit total seat burn. This could result in excessive internal leakage and compromise the testing standards.
Some makers of high-performance butterfly valves use a second technique that does not rely on complete seat burn. Both the metal seat and the resilient seat in this configuration come into touch with the disc at the same time. This guarantees a dependable metal-to-metal contact that gives a known leakage rate even in the event that the robust seat is only partially scorched.
Another problem is external leaking. Once the thrust washer melts, the most frequent leakage happens past the valve stem, requiring a secondary metal-to-metal seating arrangement. Usually, to do this, the outer diameter of the stem is expanded at its base to make contact with a machined lip in the valve body. This design works well for manually controlled valves as long as the handle doesn't get in the way of the stem's vertical movement. This motion must be supported by the drive coupling for automatically actuated valves.
Paying close attention to the body seal materials is essential for valves with two- or three-piece body designs in order to stop leaks during a fire. Rigid disc and stem connections are common in high-performance butterfly valves, and graphite-based packing materials are usually used to tolerate temperatures as high as 1300°F (700°C). To reduce the chance of body seal leakage, many high-performance valves use a one-piece body construction.
7. API 607 vs API 6FA
The two most used standards for industrial valve fire testing are API 607 and API 6FA. The API is responsible for developing both standards. What are the distinctions then?
API 607 provides fire test criteria for quarter-turn valves and other valves with nonmetallic seating under pressure, whereas API 6FA provides the fire testing requirements for API 6A and API 6D valves. API 6FA is applicable for metal seated valves.
8. Fire Safe by Design vs Fire Safe Tested
When discussing fire-safe valves, some ambiguous words are frequently used. Here they are:
- Fire Safe by Design: A valve that is "fire safe by design" is made to be fire-safe. But no tests have been performed on the valve.
- Fire Safe Tested: It would have been possible to test a "fire safe tested" valve. Nevertheless, no controlling third party has authorized the valve.
- Fire Safe Approved and Certified: When a valve is described as "fire safe approved and certified," it means that a governing third party has tested, approved, and certified it in accordance with the standards outlined in common standards such as API 607, API 6FA, ISO 10497, etc.
9. Fire-Safe Ball Valves
Fire-safe ball valves are made for applications in explosive or fire-risk settings. These valves are specifically made to prevent fires from spreading. Typically, the fire-safe ball valves undergo fire testing in accordance with BS 6755-Part 2, API 607, and API 6FA. A typical diagram of a fire-safe ball valve is shown in Fig. 1 below.
To sum up, fire-safe valves are essential to ensuring safety across a range of sectors. Their capacity to operate in harsh environments can preserve resources and save lives.
