Proper valve selection is necessary for erosive pulp & paper systems.
On this page

If you work in the valve sector, you are probably aware of how many valves we come into contact with on a daily basis. They are widely used in everything from our water faucets to energy applications that help run our homes. However, have you ever given your consumption of paper any thought? Office printing paper, toilet paper, labels, product packaging, and shipping boxes are just a handful of the numerous items we use and interact with on a daily basis.
The pulp and paper sector changed a large portion of its output to paperboard and corrugated materials used to produce consumer goods packaging and final shipping boxes during the height of the pandemic, when many people were ordering commodities to be delivered to their homes. Paper businesses used their stockpile to fulfill the decreased demand for writing and printing paper as more individuals worked from home. Three years later, any market that uses paper, including the printing sector that creates this magazine, is still experiencing shortages. As a result, a number of new paper mills have been put online, and some old ones have been converted to produce recycled paper in order to satisfy consumer demand.
However, the methods used in recycled paper facilities process a remarkable volume of abrasive and erosive compounds on a daily basis. To guarantee that the plant can operate as efficiently as possible and prevent needless stoppages due to equipment failure, proper valve selection is essential. Paper plants are much smaller operations and operate on much shorter timelines in duration and frequency. Maintenance shutdowns occur as frequently as every eight to ten weeks, or occasionally a few months, depending on volume, in contrast to large processing plants like power or chemical, which have scheduled maintenance shutdowns that may last for weeks and are planned for many months or years in advance.
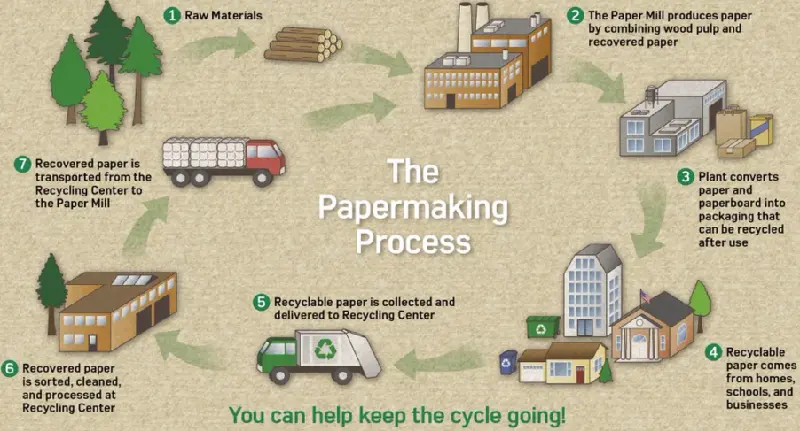
The Recycled Papermaking Process
Only the initial stages of turning paper into pulp will be covered in this article. A number of downstream processes take place, which we will not discuss in this article but will attempt to investigate in subsequent pieces.
The feedstock, or starting paper, must be broken down back into its fiber condition in order to create recycled paper. The fiber can be recycled an average of five to seven times before it loses its usefulness due to this process, which shortens and weakens it each time.
The production of paper is extremely difficult because the pulp is highly viscous and a number of abrasive materials are filtered out during the process, which is extremely harmful to fluid systems. This is especially true of recycled paper, which contains what the industry refers to as "rejects," or foreign objects that enter the processing.
When consumers place waste paper and other recyclables in their recycling bins, the process of making recycled paper begins. The materials are then delivered to re-sorting facilities, which separate the non-recyclable items and place the remaining materials in the proper stream. After being made, paper bales are frequently supplied to recycled paper facilities after being separated by type of paper, such as brown and corrugated, white writing paper, etc.
After the bales arrive, they are split up and put into a pulper, which is a sizable vessel filled with water and sometimes chemicals to break down the materials to the fiber level and turn them into a paste. The slurry enters a cyclone after leaving the pulper. The water and chemicals are mechanically assisted in creating the cyclonic action by a rotating blade. Remaining metal staples, glass, sand, and other abrasive contaminants—referred to as rejects—are frequently present in this jar and are being stirred and separated from the fibers. Additionally, it is heated to remove any remaining impurities and oil, especially from food packing. The product, known as brown stock or paper pulp, is subsequently released from the tank via enormous control valves, 10-16inch valves.
Several cleaning and filtering stages follow. The successive processes eliminate ever-tinier particles. After passing through a number of cleaners and cyclonic machines, the pulp stock is spun to remove rejects that drop to the bottom and land on a screen. A butterfly valve or gate valve is frequently found near the bottom of the cyclone, but its lifespan may be limited to a few weeks due to the severe conditions. In order to prolong the valve's life, users must order valves with the proper packing and materials. PTFE or graphite, which are commonly used for valve packing, have serious drawbacks in this application. Manufacturers of valves provide solutions tailored to this use case. The abrasive material in these applications causes significant wear and tear on the control valves. In order to withstand the sand, glass, staples, and other metal fragments that frequently flow in the media, these valves are usually built as knife gate or segmented control valves with abrasion-resistant coatings and incredibly hard construction materials.
The pulp is then dried by passing it through a number of machines, which turns it into sheets of material that may be delivered to paper mills to be turned into a variety of paper products, such as corrugated cardboard and paperboard for packaging consumer goods. However, because the solids abrade and deteriorate the controls, the pulp material puts a lot of strain on the pipes, tubing, valves, and other process control systems that it passes through.
Every stage of the production and recycling of paper includes the addition or subtraction of liquid from the pulp, making fluid systems very necessary. These are only the process valves; the number of valves can reach the thousands, depending on the size of the facility. As a maintenance or reliability engineer working in one of these factories, you are already aware of this and spend your days fixing and swapping out parts.
A factory that produces 1500 tons per day most likely has between 2000 and 2300 valves, including pneumatic, electrical, and manually driven valves. Automation will always be used to activate and operate critical valves. A segmented ball valve, which is best suited for this use, is used by many mills among these control valves. The purpose of these valves was to lessen the effects of pulp and paper mills' abrasive environments. The design provides precision controllability, which is frequently necessary in this procedure, as well as a shearing motion to cut through pulp fibers. Ball valves and knife gate valves are the other types of valves utilized in automated applications in pulp and paper mills.
Materials selection

The valve body blows out in a number of plants, and numerous other mechanisms fail, such as jams or leakage. At these plants, this causes a lot of maintenance issues and completely halts processing. The abrasive nature of the process, poor material selection, poor valve selection, and poor sizing are some of the most frequent causes of this.
For some of these applications, there are more robust options available on the market, such as chrome iron or ceramic valves. It is imperative that these materials be used for the valve's internal components, such as the ball or disk and the entire fluid path. Usually, these choices are expensive.
Ceramic valves are more prone to cracking and failure due to excessive vibration, mechanical or hydraulic stress, or pressure, even though they can tolerate a lot of abrasion. Slurries are thicker and heavier, and they work better in procedures with highly abrasive fluids. Although they aren't utilized often, they might be employed in the most severe stages of stock processing.
Internals made of chrome iron are more resilient than porcelain. These valves are more frequently seen in the production of virgin paper due to the caustic chemicals required to bleach and treat the pulp. Additionally, they might use exotic or alloy-based valves like Hastelloy, Titanium, or Monel.
Standard stainless steel valve bodies with abrasion-resistant thermally treated internals, specialized alloy seats, and downstream bore liners are one effective way to install control valves on rejects in recycled paper factories. For instance, he advises applying an abrasion-resistant coating to the whole valve bore, including the ball, when employing a ball valve. Additionally, this is a more economical option for a market with extremely constrained operational budgets.
Usually, the cyclones' bottom valves are knife gate valves. These failures occur frequently. One explanation might be that the cyclonic action is sufficient to bore through the valve's gate. Due to poor material selection, many of these valves leak through the packing and the seats. A typical failure is jamming, which occurs when media rejects or trash accumulate in the pockets and cause valves to become jammed.
Proper Sizing and Actuation
Users must take into account both the valve and the actuators' longevity because these valves frequently cycle up to 1500 times per day. Because fluid-powered actuators are composed of soft materials, seals can fail due to dust and debris that are naturally present in a pulp and paper plant's atmosphere. This can result in leaks in the actuators, which can cause pressure blowby.Chrome plating has several advantages. Having chrome-plated internals aids in corrosion resistance because the air at these plants is frequently moist, and instrument air occasionally contains moisture as well.
According to Iqbal and his team, it is crucial to use the right safety factors when sizing actuators. This ensures that the actuator has sufficient torque or thrust to accommodate the accumulation of pulp, debris, and scale from the media, as well as the capacity to withstand the high cycles frequently observed in paper mills.
Another area where customers and suppliers should collaborate closely is valve sizing. Computational fluid dynamics (CFD) can be used to examine the processes and offer suggestions when clients report experiencing recurring failures. They can then suggest the optimum solutions based on process flow conditions, opening angles, and other pertinent information.
The majority of failures occur in areas with flow restriction, like valves or other components. Appropriate valve sizing eliminates high velocities and delays premature failure by reducing flow constriction both upstream and downstream.
The ease of replacement and repair for the maintenance crews is another factor to take into account. There is no foolproof way to stop these valves from wearing down ultimately. Consequently, offering clients a valve solution that is easily fixable rather than replacement.
Videos are being used by manufacturers to teach their customers how to replace and fix their own valves. They upload it to YouTube or other easily accessible websites so that the maintenance crew may view a quick, step-by-step repair video instead of poring over a sixty-page handbook. Manufacturers must make it simpler for people working in the field to identify, diagnose, and fix issues. It's a fantastic answer if you can complete it in a five- or six-minute video.
Final suggestions
Ultimately, valve manufacturers strive to help their clients manage their total cost of ownership as much as possible. Working at a factory, you can increase operational efficiency and prevent wasteful expenses, pulp waste from leaking valves, or unscheduled shutdowns by involving your suppliers early and frequently. Whenever feasible, interacting directly with valve manufacturers that possess the technical and application depth to enable a solid technical collaboration between the teams, which will maximize the plants' productivity and efficiency.