Design of High-pressure Slab Gate Valves for High-sulfur Natural Gas (Part Two)
Structure and functional characteristics
The design and manufacture of high-pressure slab gate valves for anti high sulfur natural gas gathering and transportation projects are in accordance with API6D standards. The flow direction of the medium is unlimited. The key to its structural design is to ensure zero leakage sealing, and to obtain valve self-cleaning, self-relief in the middle cavity and fire prevention, anti static and other functions. See the Figure 1.
Figure 1 High-pressure slab gate valves dedicated anti high sulfur natural gas gathering and transportation projects
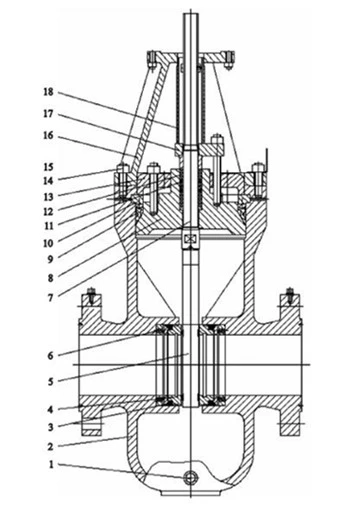
1. Discharge plug screws 2. Valve bodies 3. Seal rings 4. Valve seats 5. Valve wedges 6. Springs 7. Valve stems 8. Packing boxes 9. Metal sealing rings 10. Four opening rings 11. Packing spacers 12. Packing 13. Pressure plates 14. Bolts 15. Nuts 16. Brackets 17. Packing pressure plates 18. Dust covers
The structure of the valve wedge
The valve adopts a parallel single wedge with metal sealing structure, and the surface of the wedge is spray welded with hard alloys to ensure a reasonable thickness. Usually, it is not feasible to spray tungsten carbide on the wedge and the thickness should be more than 0.2mm as specified in the bidding, because the thickness of the sprayed layer being too thin will cause the sealing surface to be easily worn and not resistant to medium corrosion. The parallel single wedge has a diversion hole structure and adopts an operation mode with self-cleaning function. The slab gate valve is closed when the wedge is raised, and the gate valve is opened when the wedge is lowered. This kind of operation can make the dirt in the medium attach to the wedge hole and on the plane during the opening of the slab gate valve, and the dirt will be carried away by the medium flow, in stead of falling into the valve cavity in large quantities. At the same time, clogging and corrosion caused by the deposition of elemental sulfur in the medium are avoided.
The structure of the valve seat
The sealing surface of the valve seat adopts build up welding hard alloys, which is consistent with the sealing surface of the wedge to ensure a reasonable thickness. The structure design of the valve seat is flexible and can have characteristics of having different sealing. When the piston floating structure is adopted by the valve seat, a double sealing structure of O ring and wedge shaped sealing ring is adopted between the valve body and valve seat to ensure that impurities cannot enter behind the valve seat. At the same time, the use of wedge shaped sealing ring expands the application range of the elastic valve seat in the high temperature and high pressure area. There is a spring or disc spring structure behind the valve seat. In general, when the DN is smaller than 50, a disc spring is used. When the DN is bigger than or equal to 50, a spring is used. The anti sulfur valve seat does not have a grease injection port. This structure has a self relief function. When the pressure in the middle cavity is high, under the action of the medium in the middle cavity, the floating valve seat at the inlet end will be pressed to the direction of the valve seat groove to compress the spring, and the pressure in the middle cavity will be released to keep the valve cavity pressure in balance with the pipeline pressure at the inlet end. The sealing of the floating valve seat can realize the double functions of cutting off and release (DBB). When the valve seat adopts a non-piston fixed structure, an O ring seal is used between the valve body and the valve seat. Under the action of the medium, the wedge presses the valve seat to form a sealing specific pressure. The higher the pressure is, the better the sealing performance becomes. This structure requires high processing precision of the sealing surface of the wedge and valve seat, which is a single side forced seal. The fixed valve seat has a simpler structure in comparison with the elastic valve seat and the machining process is simplified, but it is not suitable for high-pressure slab gate valves for high sulfur natural gas gathering and transportation projects.
Internal pressure self-sealing structure in the middle cavity
For slab gate valves with class over or equal to 900, a pressure self tightening sealing valve bonnet is adopted, which has a unique seal and is designed as a metal sealing ring. When the sealing ring is under pressure, as the pressure difference increases between the upper and lower sides, the sealing ring elastically deforms during the extrusion process to obtain a reliable seal. The sealing ring can be used repeatedly, and the inner wall of the valve body cavity that is often in contact with the sealing ring is build up welded with corrosion resistant hard alloys to increase the sealing performance of the middle port.
The seal design of the stem
When the sealing ring of the valve stem packing is disassembled under the action of the medium pressure, its structure should ensure that the valve stem does not come out. When the valve stem is raised to the highest position, the tapered sealing surface at the lower end of the packing box is attached to the tapered sealing surface of the valve stem to form an upper sealing structure. Metal wire, flexible graphite braided packing and flexible graphite forming rings are placed in the packing box to seal the valve stem. Incone1718 is adopted for the metal wire, which is suitable for sour gas environment and meets the requirements for anti sulfur erosion, ensuring the strength. A packing spacer with a seal ring is set in the middle of the packing. The self tightening packing can form an effective triple sealed structure to ensure zero leakage of the medium.
Being fireproof and antistatic
The flanges on both sides of the valve are equipped with grounding screw plugs and conductive springs between the wedge and the valve stem, so that a continuous circuit can be formed among the valve body, wedge, bracket, valve bonnet and valve stem to obtain the antistatic effect. The resistance value of the antistatic circuit should not exceed 10Ω. Valves must cover the full range of pressure ratings and nominal sizes in accordance with API 6FA standards, and conduct a fire test of physical valves. Such valve manufacturers should have fire test certificates.
Protection functions of valves
The slab gate valve adopts a full bore structure. When the valve is fully opened, the pressure loss of the medium through the valve is extremely small. There is a drain valve at the lower end of the valve body. The drain valve can be a plugged drain valve. It is necessary to consider the corrosion damage of the threaded connection by the medium and take protective measures. For the drain valve with a slightly larger nominal size, a flange integrally casted or forged with the valve body should be connected to the drain valve to eliminate the disadvantage of using a drain valve. The exposed stem is equipped with a good protective sleeve to prevent foreign objects from entering the stem seal. The valve is equipped with a valve position indicator on the dust cover or bracket, which is convenient to observe the valve switch position during operation. A movable limit device is set in the valve, and a locking device can be set between the valve and the operating device according to the requirements of use to lock the opening or closing device of the valve. Slab gate valves with a nominal size of DN over or equal to 100 are installed with lifting lugs and supports, which are convenient for valve maintenance, replacement, transportation or mechanical lifting during installation.
Valve test regulations
The test and inspection of the valve comply with the requirements of API6D. The leakage level of the metal hard sealed slab gate valve meets the requirements for Class B of ISO 15848-2. The stem seal of the high sulfur slab gate valve is tested for micro-leakage and meets the Class B leakage requirements of ISO 15848-2.
Conclusion
The special high-pressure slab gate valve for high sulfur and high acid resistance has the functions of good sealing performance, small opening torque, small flow resistance coefficient, great flow rate, easy clearing of the pig and long service life, and has the advantages of flexible opening and closing and labor saving operation. According to the needs of the project, there are manual transmission, bevel gear transmission and explosion proof electric transmission for high-pressure slab gate valves. The special high-pressure slab gate valve as a reliable device to control the flow and cut-off of the medium can be widely used in the mining and gathering of high sulfur oil and natural gas, oil and natural gas pipelines.
The design and manufacture of high-pressure slab gate valves for anti high sulfur natural gas gathering and transportation projects are in accordance with API6D standards. The flow direction of the medium is unlimited. The key to its structural design is to ensure zero leakage sealing, and to obtain valve self-cleaning, self-relief in the middle cavity and fire prevention, anti static and other functions. See the Figure 1.
Figure 1 High-pressure slab gate valves dedicated anti high sulfur natural gas gathering and transportation projects
1. Discharge plug screws 2. Valve bodies 3. Seal rings 4. Valve seats 5. Valve wedges 6. Springs 7. Valve stems 8. Packing boxes 9. Metal sealing rings 10. Four opening rings 11. Packing spacers 12. Packing 13. Pressure plates 14. Bolts 15. Nuts 16. Brackets 17. Packing pressure plates 18. Dust covers
The structure of the valve wedge
The valve adopts a parallel single wedge with metal sealing structure, and the surface of the wedge is spray welded with hard alloys to ensure a reasonable thickness. Usually, it is not feasible to spray tungsten carbide on the wedge and the thickness should be more than 0.2mm as specified in the bidding, because the thickness of the sprayed layer being too thin will cause the sealing surface to be easily worn and not resistant to medium corrosion. The parallel single wedge has a diversion hole structure and adopts an operation mode with self-cleaning function. The slab gate valve is closed when the wedge is raised, and the gate valve is opened when the wedge is lowered. This kind of operation can make the dirt in the medium attach to the wedge hole and on the plane during the opening of the slab gate valve, and the dirt will be carried away by the medium flow, in stead of falling into the valve cavity in large quantities. At the same time, clogging and corrosion caused by the deposition of elemental sulfur in the medium are avoided.
The structure of the valve seat
The sealing surface of the valve seat adopts build up welding hard alloys, which is consistent with the sealing surface of the wedge to ensure a reasonable thickness. The structure design of the valve seat is flexible and can have characteristics of having different sealing. When the piston floating structure is adopted by the valve seat, a double sealing structure of O ring and wedge shaped sealing ring is adopted between the valve body and valve seat to ensure that impurities cannot enter behind the valve seat. At the same time, the use of wedge shaped sealing ring expands the application range of the elastic valve seat in the high temperature and high pressure area. There is a spring or disc spring structure behind the valve seat. In general, when the DN is smaller than 50, a disc spring is used. When the DN is bigger than or equal to 50, a spring is used. The anti sulfur valve seat does not have a grease injection port. This structure has a self relief function. When the pressure in the middle cavity is high, under the action of the medium in the middle cavity, the floating valve seat at the inlet end will be pressed to the direction of the valve seat groove to compress the spring, and the pressure in the middle cavity will be released to keep the valve cavity pressure in balance with the pipeline pressure at the inlet end. The sealing of the floating valve seat can realize the double functions of cutting off and release (DBB). When the valve seat adopts a non-piston fixed structure, an O ring seal is used between the valve body and the valve seat. Under the action of the medium, the wedge presses the valve seat to form a sealing specific pressure. The higher the pressure is, the better the sealing performance becomes. This structure requires high processing precision of the sealing surface of the wedge and valve seat, which is a single side forced seal. The fixed valve seat has a simpler structure in comparison with the elastic valve seat and the machining process is simplified, but it is not suitable for high-pressure slab gate valves for high sulfur natural gas gathering and transportation projects.
Internal pressure self-sealing structure in the middle cavity
For slab gate valves with class over or equal to 900, a pressure self tightening sealing valve bonnet is adopted, which has a unique seal and is designed as a metal sealing ring. When the sealing ring is under pressure, as the pressure difference increases between the upper and lower sides, the sealing ring elastically deforms during the extrusion process to obtain a reliable seal. The sealing ring can be used repeatedly, and the inner wall of the valve body cavity that is often in contact with the sealing ring is build up welded with corrosion resistant hard alloys to increase the sealing performance of the middle port.
The seal design of the stem
When the sealing ring of the valve stem packing is disassembled under the action of the medium pressure, its structure should ensure that the valve stem does not come out. When the valve stem is raised to the highest position, the tapered sealing surface at the lower end of the packing box is attached to the tapered sealing surface of the valve stem to form an upper sealing structure. Metal wire, flexible graphite braided packing and flexible graphite forming rings are placed in the packing box to seal the valve stem. Incone1718 is adopted for the metal wire, which is suitable for sour gas environment and meets the requirements for anti sulfur erosion, ensuring the strength. A packing spacer with a seal ring is set in the middle of the packing. The self tightening packing can form an effective triple sealed structure to ensure zero leakage of the medium.
Being fireproof and antistatic
The flanges on both sides of the valve are equipped with grounding screw plugs and conductive springs between the wedge and the valve stem, so that a continuous circuit can be formed among the valve body, wedge, bracket, valve bonnet and valve stem to obtain the antistatic effect. The resistance value of the antistatic circuit should not exceed 10Ω. Valves must cover the full range of pressure ratings and nominal sizes in accordance with API 6FA standards, and conduct a fire test of physical valves. Such valve manufacturers should have fire test certificates.
Protection functions of valves
The slab gate valve adopts a full bore structure. When the valve is fully opened, the pressure loss of the medium through the valve is extremely small. There is a drain valve at the lower end of the valve body. The drain valve can be a plugged drain valve. It is necessary to consider the corrosion damage of the threaded connection by the medium and take protective measures. For the drain valve with a slightly larger nominal size, a flange integrally casted or forged with the valve body should be connected to the drain valve to eliminate the disadvantage of using a drain valve. The exposed stem is equipped with a good protective sleeve to prevent foreign objects from entering the stem seal. The valve is equipped with a valve position indicator on the dust cover or bracket, which is convenient to observe the valve switch position during operation. A movable limit device is set in the valve, and a locking device can be set between the valve and the operating device according to the requirements of use to lock the opening or closing device of the valve. Slab gate valves with a nominal size of DN over or equal to 100 are installed with lifting lugs and supports, which are convenient for valve maintenance, replacement, transportation or mechanical lifting during installation.
Valve test regulations
The test and inspection of the valve comply with the requirements of API6D. The leakage level of the metal hard sealed slab gate valve meets the requirements for Class B of ISO 15848-2. The stem seal of the high sulfur slab gate valve is tested for micro-leakage and meets the Class B leakage requirements of ISO 15848-2.
Conclusion
The special high-pressure slab gate valve for high sulfur and high acid resistance has the functions of good sealing performance, small opening torque, small flow resistance coefficient, great flow rate, easy clearing of the pig and long service life, and has the advantages of flexible opening and closing and labor saving operation. According to the needs of the project, there are manual transmission, bevel gear transmission and explosion proof electric transmission for high-pressure slab gate valves. The special high-pressure slab gate valve as a reliable device to control the flow and cut-off of the medium can be widely used in the mining and gathering of high sulfur oil and natural gas, oil and natural gas pipelines.
